



Specifiche dello stampo
|
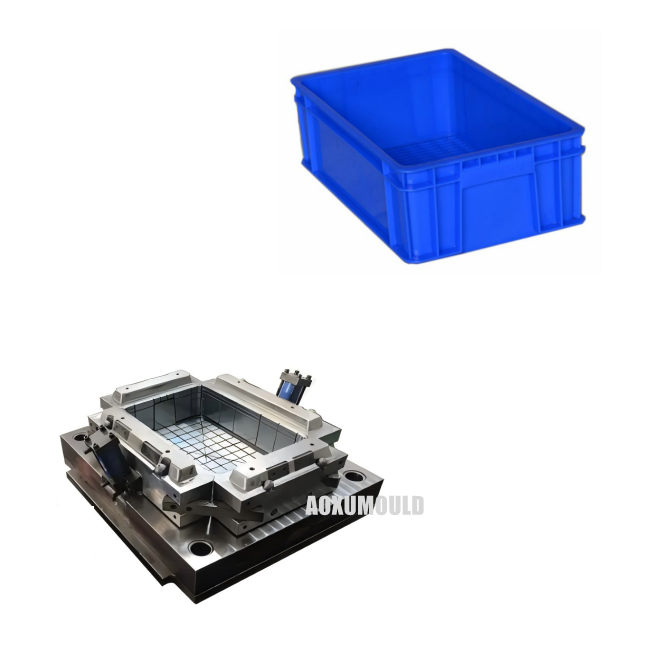
Nome dello stampo |
Stampo per casse industriali in plastica |
|
Materiale del prodotto |
HDPE/PP |
|
Dimensioni del prodotto |
400X300X200mm |
|
Materiale dello stampo per cavità e. Nucleo |
P20/718/H13 |
|
NO di cavità |
1 cavità |
|
Sistema di iniezione |
Canale caldo |
|
Macchina per iniezione adatta |
450T |
|
Dimensioni dello stampo |
850x7280x550 mm |
|
Peso dello stampo |
2600KG |
|
Durata dello stampo |
più di 500,000pz |
|
Tempi di consegna |
55 giorni |
Che cosa sono le casse industriali in plastica?

Una cassa industriale in plastica è un tipo di contenitore realizzato con materiali plastici progettato per l'uso in ambienti industriali.
1.Caratteristiche:
-Durevole: è costruito per resistere ai rigori degli ambienti industriali, essendo resistente agli urti, alle abrasioni e agli agenti chimici. Questa durabilità garantisce che possa sopportare carichi pesanti e un uso frequente senza rompersi o deformarsi facilmente.
-Impilabili: le casse industriali in plastica sono spesso progettate per essere impilabili, il che consente uno stoccaggio e un trasporto efficienti. Possono essere impilati uno sopra l'altro quando sono vuoti o pieni, massimizzando lo spazio verticale nei magazzini o durante la spedizione.
-Riutilizzabili: sono riutilizzabili, riducono gli sprechi e forniscono una soluzione economica per il trasporto e lo stoccaggio delle merci a lungo termine.
2.Utilizzo:
-Stoccaggio: vengono utilizzati per immagazzinare un'ampia gamma di prodotti industriali, tra cui parti, strumenti e materie prime. Le loro dimensioni e forma uniformi li rendono facili da organizzare su scaffali o scaffali.
-Trasporti: vengono utilizzati per trasportare merci all'interno di una fabbrica o tra luoghi diversi. Possono essere facilmente spostati tramite carrelli elevatori, transpallet o sistemi di trasporto, facilitando il flusso dei materiali nella catena di fornitura.
Che cosa's La dimensione delle casse industriali in plastica?
Le casse industriali in plastica sono disponibili in un'ampia gamma di dimensioni.
Le comuni casse di piccole dimensioni potrebbero avere dimensioni esterne di circa 30 - 40 centimetri di lunghezza, 20 - 30 centimetri di larghezza e 15 - 20 centimetri di altezza. Questi sono adatti per riporre parti o strumenti più piccoli.
Le casse di medie dimensioni possono avere una lunghezza di circa 40 - 60 centimetri, una larghezza di 30 - 40 centimetri e un'altezza di 20 - 30 centimetri e vengono spesso utilizzate per articoli come componenti di macchine di medie dimensioni.
Le grandi casse industriali in plastica possono avere lunghezze di 60 - 120 centimetri o più, larghezze di 40 - 80 centimetri e altezze di 30 - 60 centimetri. Possono contenere oggetti ingombranti come parti di attrezzature industriali di grandi dimensioni o grandi quantità di oggetti più piccoli.
È importante notare che questi sono solo intervalli generali e la dimensione effettiva dipende dai requisiti specifici del settore e dagli articoli da immagazzinare o trasportare.
Come realizzare uno stampo a iniezione per casse industriali di qualità?

Ecco i passaggi per realizzare uno stampo a iniezione per casse industriali di alta qualità:
1.Progettazione
• Comprendere i requisiti: analizzare attentamente il progetto della cassa industriale, comprese le sue dimensioni, forma, capacità di carico e qualsiasi caratteristica speciale come alette di impilamento o fori di drenaggio. Considerare il tipo di plastica da utilizzare e le sue caratteristiche come il tasso di restringimento.
• Modellazione 3D: utilizza un software CAD (Computer-Aided Design) avanzato per creare un modello 3D dettagliato dello stampo. Ciò aiuta a visualizzare la struttura dello stampo, la posizione dei punti di accesso (dove la plastica entra nella cavità dello stampo), i canali di raffreddamento e i perni di espulsione.
2.Selezione del materiale
• Materiale base dello stampo: scegliere acciaio di alta qualità per la base dello stampo. Vengono spesso utilizzati acciai pretemprati o acciai per utensili con buona durezza, resistenza all'usura e tenacità. Ad esempio, l'acciaio P20 è una scelta popolare grazie alle sue buone proprietà di lavorazione e resistenza all'usura durante il processo di iniezione.
• Materiale della cavità e del nucleo: selezionare materiali in grado di resistere all'iniezione ad alta pressione della plastica e all'uso ripetuto. Per garantire una superficie liscia sulla cassa, sono preferibili alcune leghe con resistenza alle alte temperature ed eccellenti caratteristiche di finitura superficiale.
3.Processo di produzione
• Fresatura e lavorazione meccanica: utilizzare strumenti di lavorazione di precisione come fresatrici CNC (controllo numerico computerizzato) per tagliare le cavità e le anime dello stampo in base al design del modello 3D. La precisione della lavorazione è fondamentale per garantire che le diverse parti dello stampo si incastrino perfettamente.
• Elettroerosione (elettroerosione): per forme complesse o dettagli fini difficili da ottenere tramite fresatura, è possibile utilizzare l'elettroerosione. Utilizza scariche elettriche per erodere il materiale e creare la forma desiderata.
• Trattamento superficiale: applicare trattamenti superficiali adeguati allo stampo. Ad esempio, lucidare la superficie della cavità fino a ottenere una finitura estremamente lucida può migliorare la qualità della superficie della cassa di plastica e facilitare il rilascio della parte dallo stampo. È inoltre possibile eseguire la strutturazione se è richiesto un modello di superficie specifico sulla cassa.
4.Progettazione del sistema di raffreddamento
• Canali di raffreddamento efficienti: progettare un sistema di raffreddamento efficace con canali di raffreddamento distribuiti uniformemente attorno alla cavità dello stampo. Ciò aiuta a controllare la velocità di raffreddamento della plastica, riducendo i tempi di ciclo e prevenendo la deformazione della cassa dovuta a un raffreddamento non uniforme. Il diametro e la disposizione dei canali di raffreddamento devono essere pianificati attentamente.
5. Controllo qualità
• Ispezione dimensionale: utilizzare strumenti di misurazione di precisione come macchine di misura a coordinate (CMM) per verificare le dimensioni delle parti dello stampo rispetto alle specifiche di progettazione. Eventuali deviazioni devono essere corrette per garantire il corretto adattamento e il corretto funzionamento dello stampo.
• Esecuzioni di prova: eseguire cicli di iniezione di prova utilizzando lo stampo per verificare la presenza di eventuali difetti nella cassa di plastica, ad esempio frammenti brevi (riempimento incompleto), bave (plastica in eccesso) o segni di avvallamento. In base ai risultati delle prove, apportare modifiche allo stampo, ad esempio modificando il design del punto di iniezione o regolando i parametri di iniezione.
Qual è il tempo di consegna per realizzare uno stampo a iniezione per casse industriali?
Il tempo di consegna per la realizzazione di stampi ad iniezione per casse industriali è solitamente di circa 45-60 giorni, e quanto segue è il tempo richiesto per ciascuna fase:
1.Fase di progettazione
• Analisi del prodotto e progettazione dello schema: occorrono dai 3 ai 7 giorni circa per effettuare un'analisi dettagliata delle specifiche della cassa, delle caratteristiche strutturali e delle esigenze speciali dei clienti e per sviluppare schemi di progettazione preliminari.
• Modellazione e disegno 3D: in genere sono necessari dai 5 ai 10 giorni per creare modelli 3D accurati e disegnare disegni 2D dettagliati utilizzando un software CAD professionale per la successiva produzione.
2.Fase di acquisto materiale
• Approvvigionamento di acciaio per stampi: di solito occorrono dai 3 ai 7 giorni, a seconda dei requisiti di progettazione dello stampo per acquistare l'acciaio adatto, se è necessario personalizzare l'acciaio speciale o i fornitori sono esauriti, il tempo può essere esteso a 10-15 giorni .
• Approvvigionamento degli accessori: sono necessari dai 3 ai 5 giorni per acquistare accessori standard come ditali, cursori, coperture per cancelli, ecc., e dai 7 ai 10 giorni o anche di più per personalizzare gli accessori speciali.
3. Fase di produzione
• Sgrossatura: l'uso di una fresatrice CNC e di altre attrezzature per sgrossare lo stampo grezzo e rimuovere la maggior parte del margine richiede generalmente dai 7 ai 10 giorni.
• Finitura: comprende semifinitura e finitura, lavorazione fine di parti chiave come cavità dello stampo e anima per garantire precisione dimensionale e qualità della superficie, che richiede circa 10-15 giorni.
• Elettroerosione: per forme complesse o strutture fini, sono necessari dai 3 ai 5 giorni circa per ottenere la lavorazione di forme specifiche tramite materiali anticorrosione per scarica EDM.
• Trattamento superficiale: lucidatura, nitrurazione, cromatura e altri trattamenti superficiali per migliorare la durezza superficiale dello stampo, la resistenza all'usura e alla corrosione, richiedono dai 3 ai 7 giorni circa.
4. Fase di ispezione e debug della qualità
• Ispezione di qualità: utilizzo di CMM e altre attrezzature per condurre un'ispezione completa dello stampo per garantire che la precisione dimensionale e la tolleranza di forma e posizione soddisfino i requisiti, operazione che richiede dai 3 ai 5 giorni circa.
• Test e debug dello stampo: eseguire da 2 a 3 test dello stampo e regolare e ottimizzare lo stampo in base alle condizioni delle parti in plastica dopo ogni test, che richiede circa 7-10 giorni.
Quali sono i difetti più comuni negli stampi per casse industriali e le soluzioni per evitarli?
Ecco alcuni difetti comuni negli stampi per casse industriali e i modi per evitarli:
1. Tiri brevi
Descrizione del difetto: I colpi brevi si verificano quando il materiale plastico non riempie completamente la cavità dello stampo. Ciò si traduce in una cassa industriale incompleta o parzialmente formata con sezioni mancanti.
Cause ed evitamenti:
Pressione o volume di iniezione insufficienti: controllare le impostazioni della macchina per lo stampaggio a iniezione. Assicurarsi che la pressione e il volume di iniezione siano sufficienti a riempire l'intera cavità dello stampo secondo il design della cassa. Potrebbe essere necessario regolare la pressione in base al tipo e alla viscosità della plastica utilizzata. Flusso di materiale limitato: ciò può essere dovuto a un cancello stretto o bloccato. Progettare cancelli di dimensioni e forma adeguate per consentire un flusso regolare del materiale. Inoltre, verificare la presenza di eventuali ostruzioni nel sistema di guida. Mantenere la guida e il cancello puliti e privi di detriti durante il processo di stampaggio.
2. Lampo
Descrizione del difetto: La bava è la plastica in eccesso che sporge dalla linea di giunzione del mld o da altre aperture. Conferisce un aspetto grezzo alla cassa industriale e può pregiudicarne anche la funzionalità.
Cause ed evitamenti:
Chiusura impropria dello stampo: assicurarsi che la forza di bloccaggio dello stampo sia impostata correttamente. Se la forza è troppo bassa, il mld potrebbe non chiudersi abbastanza saldamente, consentendo alla plastica di fuoriuscire. Controllare regolarmente l'usura del meccanismo di chiusura mld e regolare la forza di serraggio secondo necessità.
Superfici dello stampo usurate o danneggiate: nel corso del tempo, le superfici dello stampo possono usurarsi o danneggiarsi, creando spazi vuoti sulla linea di giunzione. Ispezionare e mantenere regolarmente la superficie dello stampo. Lucidare o riparare eventuali aree danneggiate per garantire una tenuta ermetica.
3. Segni di affondamento
Descrizione del difetto: I segni di avvallamento sono depressioni o aree cave sulla superficie della cassa industriale stampata. Di solito si verificano in aree con sezioni spesse e sono causati dal restringimento della plastica mentre si raffredda.
Cause ed evitamenti:
Spessore delle pareti non uniforme: progettare la cassa con spessori delle pareti più uniformi. Evitare variazioni improvvise di spessore che possono portare a raffreddamenti differenziali e ritiri. Se sono necessarie sezioni spesse, prendere in considerazione l'aggiunta di nervature o altri elementi strutturali per ridurre la probabilità di segni di avvallamento.
Raffreddamento inadeguato: garantire un sistema di raffreddamento efficiente. I canali di raffreddamento devono essere progettati per garantire un raffreddamento uniforme in tutto lo stampo. Regolare il tempo di raffreddamento e la portata del refrigerante in base alle caratteristiche del materiale plastico per ridurre al minimo i problemi legati al ritiro.
4. Deformazione
Descrizione del difetto: La deformazione si riferisce alla distorsione della cassa industriale stampata rispetto alla forma prevista. Ciò può rendere difficile impilare o utilizzare le casse come previsto.
Cause ed evitamenti:
Raffreddamento non uniforme: simile ai segni di avvallamento, un raffreddamento non uniforme può causare deformazioni. Controllare la progettazione del sistema di raffreddamento e assicurarsi che il liquido refrigerante sia distribuito uniformemente attorno allo stampo. Inoltre, considerare la conduttività termica del materiale dello stampo e il suo impatto sull'uniformità del raffreddamento.
Parametri errati di stampaggio a iniezione: impostazioni errate come velocità di iniezione, pressione di impaccamento e tempo di mantenimento possono influenzare la distribuzione delle sollecitazioni interne nella parte stampata e causare deformazioni. Ottimizza questi parametri attraverso prove ed errori e in base alle proprietà del materiale plastico.
5. Difetti superficiali (graffi, macchie, ecc.)
Descrizione del difetto: Questi possono includere graffi sulla superficie della cassa, macchie di plastica degradata o consistenza ruvida.
Cause ed evitamenti:
Qualità della superficie dello stampo: garantisce una finitura superficiale di alta qualità sullo stampo. Eventuali graffi o rugosità sulla superficie dello stampo si trasferiranno alla parte stampata. Lucidare regolarmente le superfici dello stampo e maneggiarle con cura durante la manutenzione e il funzionamento.
Contaminazione: mantenere il materiale plastico pulito e privo di contaminanti. Conservarlo in un ambiente pulito e utilizzare procedure di movimentazione adeguate per evitare che sporco, umidità o altre sostanze estranee penetrino nel materiale e compromettano la qualità della superficie delle casse stampate.
Pacchetto &. Consegna

Componenti dello stampo
Stampo in acciaio

Sistema a canale caldo

Parti standard

Feedback dei clienti

Puoi condividere informazioni di contatto più specifiche come indirizzo e-mail, numero di telefono o moduli di contatto online in modo che le parti interessate possano contattarti per quanto riguarda la realizzazione dello stampo per casse industriali in plastica. Oppure puoi cercare potenziali clienti attraverso vari canali come fiere di settore, directory aziendali e piattaforme di produzione online per promuovere il tuo servizio di produzione di stampi.





