



Specifiche della muffa
|
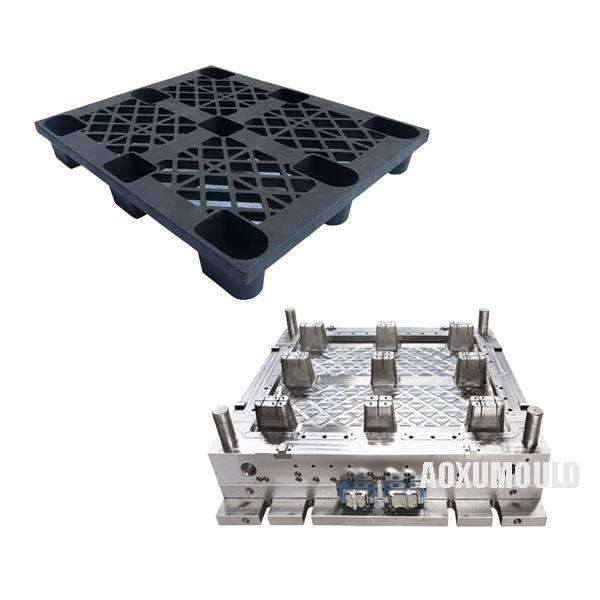
Nome dello stampo |
Stampo di pallet dinamico |
|
Materiale del prodotto |
HDPE, plastica |
|
Dimensione del prodotto |
1200x1100x140mm |
| Peso del prodotto |
10,5 kg |
|
Materiale della muffa per cavità &. Nucleo |
P20 |
|
Base di stampo |
C45 |
|
Sistema di iniezione |
Runner caldo |
|
Macchina iniezione adatta |
2850T |
|
Dimensione dello stampo |
1980x1860x900mm |
|
La vita della muffa |
Più di 500, 000 PCS |
Caratteristiche chiave degli stampi dinamici di pallet
1. Design complesso: questi stampi creano pallet con parti mobili (ad es. Sezioni rotanti, gambe pieghevoli o altezze regolabili) per una migliore efficienza di stoccaggio e trasporto.
A. Meccanismi in movimento (cursori, cerniere, sollevatori)
>Gestione sottosquadro - cursori laterali dell'uso, sollevatori o nuclei idraulici per caratteristiche pieghevoli\/pieghevoli.
>Movimento regolare - Aspecure angoli di tiraggio adeguati (1-3 gradi) per evitare l'attacco.
>Inserti in acciaio con resistenza all'usura (H13\/S136) in aree ad alta frizione.
B. Ottimizzazione dello spessore delle pareti
>Spessore uniforme (3-5 mm): prevengono segni di deformazione\/lavandino.
>Rinforzo delle costole - Aggiunge la resistenza senza materiale in eccesso.
2. Alta precisione, un movimento regolare di componenti dinamici (cerniere, cursori o meccanismi di interblocco).
3. Costruzione didabile-fatta in acciaio temprato (EG, P20, H13 o S136) per resistere ai cicli di iniezione ad alta pressione.
4. Multi-cavità o opzioni di muffa familiare: consente la produzione di massa di pallet o più componenti in un singolo ciclo.
5. Sistemi di eiezione avanzati: utilizza espulsori idraulici, pneumatici o meccanici per rilasciare parti complesse senza danni.
>Piastre di spogliarellista o perni di espulsione - per geometrie complesse.
>Espulsione ritardata-per parti mobili a più stadi.
Processo di produzione di stampo di pallet dinamico

- Progetto &. Ingegneria
Passaggio 1: design del prodotto e dello stampo
>Modellazione 3D (CAD) - Gli ingegneri creano un design dettagliato del pallet dinamico (comprese parti in movimento come cerniere, gambe pieghevoli o rulli).
>Analisi del flusso di stampo - Software di simulazione (ad es. Flusso di muffa) Verifica potenziali difetti (deformazione, trappole d'aria o raffreddamento irregolare).
>Analisi strutturale: garantisce che lo stampo possa resistere ad alte pressioni di iniezione.
Passaggio 2: layout della muffa &. Pianificazione del core\/cavità
>Determinazione della linea di separazione: decide dove lo stampo si divide nel nucleo e nella cavità.
>Slider &. Posizionamento del sollevatore - per sottosquadri (ad es. Meccanismi di piegatura).
>Progettazione del sistema di espulsione: garantisce una demolizione regolare di parti complesse.
- Selezione del materiale e lavorazione in acciaio
Passaggio 3: scelta dell'acciaio stampo
>Gradi comuni per stampi per pallet:
>P20 - buon equilibrio tra costo e durata (~ 300, 000 colpi).
>H13 (acciaio al lavoro a caldo)-per aree ad alta conduttura (~ 1 m+ colpi).
>S136 (acciaio inossidabile)-resistente alla corrosione per i pallet di livello alimentare.
Passaggio 4: lavorazione a CNC
>MACCHINAZIONE RUPPIO - I blocchi di acciaio vengono tagliati in forme di base.
>Precision CNC Milling\/Turning - Crea core e cavità con tolleranze strette (± 0. 02mm).
>EDM (lavorazione a scarica elettrica) - Per dettagli intricati (ad es. Superfici strutturate).
>Macinazione &. Polistero: garantisce superfici di stampo liscio per pallet privi di difetti.
- Assembly &. Adattamento
Passaggio 5: gruppo base di stampo
>Guida per spilli e boccole: assicurarsi un corretto allineamento.
>Pin di espulsione - per rimozione delle parti.
>Cursori e. Lifers - Per componenti di pallet mobili.
Passaggio 6: integrazione del sistema Hot Runner (se applicabile)
>Installazione collettore: distribuisce plastica fusa.
>Impostazione dell'ugello e del riscaldatore: mantiene un flusso di fusione costante.
- Test &. Regolazioni
Passaggio 7: prova del campione T1
>Ispezione del primo colpo-Controlla i difetti (segni di lavandino, flash o deformazione).
>Verifica dimensionale - Garantisce che il pallet soddisfa le specifiche.
>Test funzionali: verifica le parti in movimento (pieghevole, nidificazione, ecc.).
Passaggio 8: perfezionamento
>Regolazione dei canali di raffreddamento: ottimizza il tempo di ciclo.
>Flusso di bilanciamento: impedisce il riempimento irregolare.
Produzione di massa &. Controllo di qualità
>Passaggio 9: produzione di produzione
>Impostazione della macchina per stampaggio iniezione - Forza di bloccaggio (500 - 4000+ tonnellate).
>Monitoraggio del processo: temperatura, pressione e controllo del tempo di ciclo.
Passaggio 10: controlli di qualità
>DPI (ispezione del prodotto dimensionale) - Verifica tolleranze.
>Test di carico: garantisce che il pallet soddisfa la capacità di peso.
>Test di durabilità - Cicli di piegatura\/dispiegamento ripetuti.
Design per il prodotto e. Muffa

Tecnologia dei corridori Hot

1. Che cos'è un sistema di corridori hot?
Un sistema di corridore caldo è un componente di stampaggio iniezione avanzato che mantiene la plastica fusa in uno stato liquido mentre viaggia dall'ugello della macchina alle cavità dello stampo. A differenza dei sistemi di corridori freddi (che si solidificano e vengono scartati come rifiuti), i corridori caldi eliminano i rifiuti di materiale e migliorano i tempi di ciclo.
Componenti chiave:
Pagere - Distribuire uniformemente la plastica fusa a più cavità.
Riscaldatori - mantiene la plastica a temperatura ottimale.
Gli ugelli - controlli fluiscono in ogni cavità dello stampo.
Temperature Controller - ASCIUZIONE REGOLAZIONE DI CALORE CHE.
2. Perché utilizzare i sistemi Hot Runner per stampi dinamici di pallet?
Vantaggi:
>Nessun corridori freddi a differenza dei rifiuti materiali, nessun canale o corridori viene scartato (riduce i costi per i grandi pallet).
>Tempi di ciclo più veloci: la plastica rimane fusa, riducendo il tempo di raffreddamento e l'espulsione.
>Il flusso di qualità migliore per la qualità della parte riduce i difetti come segni di lavandino o deformazione.
>Efficienza multi-cavità-Ideale per la produzione di pallet ad alto volume.
>Risparmio energetico - Ritrattamento senza pedaggio di plastica sprecata.
Svantaggi:
>Costo iniziale più elevato - più complesso rispetto ai sistemi di corridori freddi.
>MANUTENZIONE COMPETE: I ciuffi e i riscaldatori necessitano di controlli periodici.
>Non è l'ideale per tutti i materiali - alcune materie plastiche termicamente sensibili (ad es. PVC) possono degradare.
3. Tipi di sistemi Hot Runner
|
Tipo |
Descrizione |
Meglio per |
|
Cancello aperto |
Design semplice degli ugelli, nessun controllo delle valvole. |
Pallet a parete spessa, HDPE\/PP. |
|
Gate della valvola |
Utilizza una valvola meccanica per controllare il flusso. |
Pallet dinamici ad alta precisione (impedisce la bava). |
|
Cancello termico |
Shutoff controllato da calore. |
Stampi da pallet da piccoli a medi. |

4. Hot Runner vs. Cold Runner per lo stampaggio pallet
|
Caratteristica |
Runner caldo |
Runner freddo |
|
Spreco di materiale |
Nessuno |
15–30% di rifiuti (Sprue & Runners) |
|
Tempo del ciclo |
Più veloce (nessun corridore di raffreddamento) |
Più lento (devono frenare i corridori) |
|
Costo della muffa |
Costo iniziale più elevato |
Costo iniziale inferiore |
|
Meglio per |
Produzione di pallet ad alto volume |
Pallet a basso volume o prototipo |
5. Suggerimenti di manutenzione per stampi per corridori hot
Pulizia regolare - Prevengono gli ugelli intasati del degrado in plastica.
Monitoraggio della temperatura - Prevengono il surriscaldamento o il congelamento.
Ispezioni degli ugelli: controllo per usura o perdite.
Pacchetto &. Consegna

Componenti della muffa
Acciaio da muffa

Sistema di corridori hot

Parti standard

Come matainenza stampi da pallet dinamici?
1. Pulisci regolarmente lo stampo: è fondamentale pulire lo stampo dopo ogni utilizzo per rimuovere eventuali detriti, polvere o residui che potrebbero essersi accumulati. Usa un pennello o un panno morbido per pulire delicatamente lo stampo ed evitare l'uso di sostanze chimiche aggressive che possono danneggiare la superficie. 2. Ispezionare l'usura: ispezionare regolarmente lo stampo per eventuali segni di usura, come crepe, patatine o graffi. Se viene rilevato un danno, è importante riparare o sostituire le parti interessate per prevenire ulteriori deterioramenti. 3. Lubrificare le parti in movimento: per garantire un funzionamento regolare, lubrificare regolarmente le parti mobili dello stampo con un lubrificante adatto. Ciò contribuirà a ridurre l'attrito e impedire alle parti di consumarsi prematuramente. 4. Verificare l'allineamento: un corretto allineamento dello stampo è essenziale per produrre pallet di alta qualità. Controllare regolarmente l'allineamento dei componenti dello stampo e apportare eventuali regolazioni necessarie per garantire uno stampaggio accurato e coerente. 5. Conservare correttamente lo stampo: quando non in uso, conservare lo stampo in un ambiente secco e pulito per prevenire la corrosione e il danno. Evita di conservare lo stampo in luce solare diretta o temperature estreme che possono influire sulla sua integrità. 6. Seguire le linee guida del produttore: infine, seguire le linee guida di manutenzione del produttore per gli stampi di pallet dinamici specifici che si utilizzano. Queste linee guida forniranno preziose informazioni su come prendersi cura e mantenere adeguatamente lo stampo per garantire prestazioni e longevità ottimali.
|
FAQ
>1. Quali tipi di stampi da pallet dinamici in plastica produci?
Siamo specializzati nella produzione di una vasta gamma di stampi per pallet dinamici in plastica, tra cui stampi da pallet impilabili, stampi per pallet reversibili, stampi per pallet di esportazione e stampi da pallet progettati su misura per soddisfare le esigenze specifiche dei nostri clienti.
>2. Puoi personalizzare uno stampo di pallet dinamico in plastica in base ai nostri requisiti?
Sì, abbiamo un team di ingegneri e designer esperti che possono lavorare con te per creare uno stampo da pallet dinamico di plastica personalizzato che soddisfi le tue specifiche e i requisiti unici.
>3. Quali materiali usi per produrre i tuoi stampi di pallet dinamici?
Usiamo materiali di alta qualità e durevoli come PP, PE, HDPE e PET per produrre i nostri pallet dinamici di plastica, garantendo che siano forti, duraturi e resistenti all'usura.
>4. Quanto tempo ci vuole per produrre uno stampo dinamico da pallet?
Il tempo di produzione per uno stampo di pallet dinamico in plastica può variare a seconda della complessità del design e dei requisiti specifici del cliente. Generalmente ci vorrà circa 55-65 giorni.
>5. Puoi aiutarci con la manutenzione e la riparazione del nostro stampo di pallet dinamico in plastica?
Sì, offriamo servizi di manutenzione e riparazione per i nostri stampi di pallet dinamici in plastica per garantire che rimangano in condizioni di lavoro ottimali per lungo tempo. Il nostro team di tecnici è disponibile per fornire assistenza quando necessario.
>6. Qual è la tua struttura dei prezzi?
Il costo dipende da: complessità della muffa (numero di cavità, scivoli, ecc.), Materiale e volume di produzione in acciaio. Piedecontateci per una citazione su misura!
>7. Cosa distingue la tua azienda dagli altri produttori di stampi per pallet dinamici?
La nostra azienda si distingue per il suo impegno per la qualità, l'efficienza e la soddisfazione del cliente. Utilizziamo gli ultimi processi tecnologici e di produzione per produrre stampi da pallet dinamici di alta qualità che soddisfano i più alti standard del settore. Inoltre, diamo la priorità al servizio clienti e ci impegniamo a costruire relazioni di lunga durata con i nostri clienti.
Feedback dei clienti






