



Specifiche della muffa
|
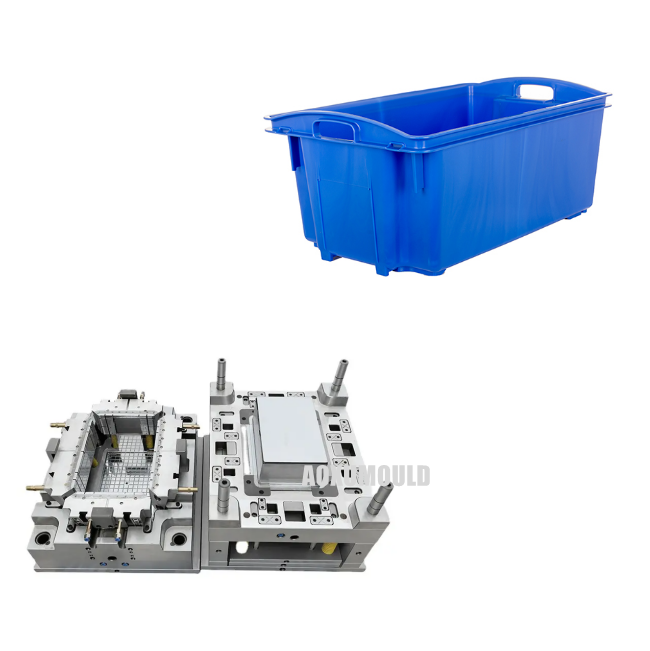
Nome dello stampo |
Stampo per cassa di pesce in plastica |
|
Materiale del prodotto |
in HDPE |
|
Dimensione del prodotto |
711 x 438 x 313 millimetri |
|
Peso del prodotto |
3100 grammi |
|
Capacità del prodotto |
55 litri |
|
Materiale della muffa per cavità &. Nucleo |
P20/718H/2738 |
|
NOS di cavità |
1 cavità |
|
Sistema di iniezione |
Runner caldo |
|
Macchina per iniezione adatta |
680T |
|
Dimensione dello stampo |
1250x880x720mm |
|
Peso della muffa |
6200 kg |
|
La vita della muffa |
Più di 500, 000 PCS |
|
Tempi di consegna |
45 giorni |
Come progettare uno stampo per casse di pesce?

È necessario considerare molti fattori come la struttura del prodotto, le caratteristiche del materiale, il processo di modanatura e la vita da muffa in modo completo quando si progetta lo stampo di iniezione di casse di plastica. Ecco i passaggi e le considerazioni di progettazione chiave:
1. Struttura del prodotto e analisi del design dello stampo
Dimensioni e spessore della parete: le casse sono generalmente grandi (come casse di pesce, casse logistiche, casse di stoccaggio), è necessario assicurarsi che la resistenza alla cavità dello stampo sia sufficiente, lo spessore della parete è uniforme (generalmente 2. 5-4 mm), per evitare il restringimento o la deformazione.
Barre di rinforzo e struttura funzionale: quando si progettano barre di rinforzo (spessore inferiore o uguale al 50% dello spessore della parete principale), slot di impilamento, maniglie, ecc.
Selezione della superficie di separazione:
Separarsi lungo il profilo massimo della cassa per evitare la fibbia inversa.
La linea di divisione è nascosta il più possibile nella superficie di non apparenza (come il fondo o il bordo della scatola) per ridurre l'impatto del flash sull'aspetto.
2. Progettazione del sistema di gating
Tipo di gate:
Porta laterale: adatto a casse di piccole e medie dimensioni, a basso costo, ma devono tagliare manualmente il cancello.
Gate latente: demoulding automatico, adatto alla produzione automatizzata.
Runner hot multi-punto: le grandi scatole di pesce sono comunemente usate per abbreviare i tempi di riempimento e ridurre i segni di saldatura (come l'incollaggio simmetrico ai quattro angoli della cassa).
Equilibrio del canale di flusso: il layout simmetrico viene utilizzato per garantire che la fusione sia uniformemente riempita ed evita la deformazione (come il canale di flusso a forma di H).
Bene alimentare a freddo: impostato alla fine del flusso principale per evitare che l'alimentazione a freddo blchi di bloccare il cancello.
3. Progettazione del sistema di raffreddamento

Seguire la forma della via navigabile: disporre i tubi di raffreddamento lungo il profilo del contenitore, in particolare per cavità profonde e aree rinforzate (come le pareti laterali e il fondo del contenitore).
Controllo della temperatura della zona: le aree a parete spessa (come la radice della maniglia) rafforzano il raffreddamento per prevenire la contrazione irregolare.
Selezione del materiale: lega di rame o inserti in rame di berillio per il raffreddamento efficiente locale.
4. Sistema di espulsione ed espulsione
Layout dell'asta superiore:
Distribuito uniformemente nelle pareti inferiore e laterale della scatola per evitare la deformazione di espulsione.
Il diametro dell'asta di espulsione è maggiore o uguale a φ5mm (φ 8-12 mm per grandi scatole di turnover) e il numero è determinato in base all'area proiettata.
Espulsione assistita dal gas: la scatola di turnover della cavità profonda può essere dotata di un'eiezione ausiliaria della valvola dell'aria.
Slope di rilascio: pendenza interna maggiore o uguale a 1 grado, pendenza della parete esterna 0. 5-1 grado (materiale pp/hdpe).
5. Progettazione del sistema di scarico
Groove di scarico: impostare in superficie di separazione, foro di eiettore e inserire gap, profondità 0. 02-0. 04mm (materiale PP).
Smelling a vuoto: sono disponibili inserti in acciaio ventilato o ventilato per aree di cavità profonde.
6. Struttura dello stampo e selezione del materiale
Materiale dello stampo: acciaio pre-duro (come P20/718H), spessore del modello maggiore o uguale a 300 mm (stampo grande).
Cavità/Core: materiale ad alta durezza (ad es. S136, Nak8 0), superficie lucidata a RA0,2μm o meno.
Blocking di guida e stampo: aggiungi il blocco di posizionamento conico e la colonna di guida inclinata per garantire l'accuratezza della chiusura dello stampo.
7. Test e ottimizzazione
Parametri di processo: iniezione di gradini (prima lento e poi veloce), tempo di mantenimento della pressione prolungato (compensazione per il restringimento).
Risoluzione dei problemi:
Riduzione: aumentare la pressione di mantenimento o regolare la posizione del gate.
Segni di saldatura: ottimizzare il numero di porte o aumentare la temperatura di fusione.
Deformazione: regolare la via navigabile di raffreddamento o aggiungere la colonna di supporto.
Che tipo di acciaio per stampo per casse di pesce in plastica?
La selezione di acciaio per lo stampo per casse di pesce in plastica dovrebbe considerare in modo completo i fattori come la vita della muffa, le prestazioni di elaborazione, la resistenza alla corrosione, i requisiti di lucidatura e i costi. Quello che segue è un riepilogo degli acciai comunemente usati e dei loro scenari di applicazione:

1. Acciaio pre-indurito (acciaio da dado preduttuto)
- Gradi tipici: P20 (3Cr2mo), 718H (P20 modificato), NAK80 (Tatsu, Giappone)
- Caratteristiche :
-P20: durezza hrc 30-35, facile elaborazione, a basso costo, adatto per la produzione batch di piccole e medie dimensioni.
-718 H: maggiore durezza (hrc 35-40), migliore resistenza all'usura e resistenza rispetto a P20, adatti a strutture complesse o requisiti di alta vita.
-Nak80: stato pre-hard (hrc 37-43), eccellenti prestazioni di lucidatura dello specchio, adatte a requisiti di superficie elevati (come scatole di pesce trasparenti).
-Cenario di applicazione: scatola di pesce in plastica ordinaria (materiale pp/PE), nessun trattamento termico aggiuntivo, adatto a stampi di piccole e medie dimensioni.
2. acciaio inossidabile resistente alla corrosione
- Grado tipico: 420 (4Cr13), S136 (Assab), HPM38 (Hitachi)
- Caratteristiche :
- 420: buona resistenza alla corrosione, durezza hrc 48-52 (trattamento termico richiesto), adatto per ambienti umidi o salati (come le piante di elaborazione acquatica).
- S136: acciaio inossidabile ad alta purezza, eccellente resistenza alla corrosione, eccellenti prestazioni di lucidatura, adatte a contatti a lungo termine con stampi d'acqua.
- Scenario dell'applicazione: muffa per casse di pesce con alta umidità, contatto con acqua di mare o pulizia frequente.
3. acciaio a caldo resistente all'usura elevata
- Grado tipico: H13 (4CR5MOSIV1)
- Caratteristiche :
- Resistenza ad alta temperatura (sopra i 500 gradi), eccellente resistenza all'usura, adatta a stampaggio a iniezione ad alta velocità o frequenti stampi di riscaldamento/raffreddamento.
- Hai bisogno di trattamento termico (durezza hrc 45-50), costi elevati.
- Scenario dell'applicazione: produzione di massa o contenente materie plastiche rinforzate in fibra di vetro (come scatola di pesce PP rinforzata).
4. Acciaio al carbonio economico
- Grado tipico: 45# Acciaio, S50C
- Caratteristiche :
-Il costo il più basso, ma scarsa resistenza all'usura e alla corrosione, che richiede un trattamento superficiale (come la placcatura cromata, nitriding).
- Adatto per la produzione di prove batch di piccole dimensioni o stampo a bassa precisione.
- Scenari applicabili: stampi temporanei o scenari a basso budget.
Suggerimenti di selezione dei materiali
1. Ordinary Fish Box (pp/pe, batch piccolo e medio): P20 o 718h è preferito, tenendo conto del costo e della vita.
2. Elevata resistenza alla corrosione: scegli l'acciaio inossidabile 420 o S136 per evitare la ruggine che influenza la vita dello stampo.
3. Finitura superficiale elevata: NAK80 o S136, per garantire che l'aspetto della scatola del pesce sia impeccabile.
4. Produzione di grandi batch: H13 o acciaio per utensili ad alta durezza (come D2), migliora la resistenza all'usura.
5. Produzione di sperimentazione a basso costo: 45# Trattamento della superficie in acciaio.
- Progettazione del sistema di raffreddamento: conducibilità termica in acciaio influisce sull'efficienza di iniezione, gli inserti in lega di rame e in lega di rame ottimizzano il raffreddamento.
-Mi dimensione: gli stampi di grandi dimensioni devono scegliere l'acciaio con una buona indennità (come 718 ore) per evitare la deformazione del trattamento termico.
-Tecnologia di elaborazione: l'acciaio pre-hard può essere elaborato direttamente e altri acciaio devono riservare l'indennità di trattamento termico.
Si consiglia di condurre una comunicazione approfondita con i fornitori di stampo in base alle esigenze di produzione effettive (produzione, tipo di plastica, condizioni ambientali) e condotto test sulle prestazioni in acciaio, se necessario.
ComeTo EnidoTLuiMuffa con lunga vita?
Per garantire la vita dello stampo per iniezione, è necessario effettuare una gestione completa da progettazione, produzione, uso, manutenzione e altri collegamenti. Ecco alcune misure chiave:
1. Selezione del materiale dello stampo
- Acciaio da dado di alta qualità: selezionare l'acciaio da maca con alta resistenza all'usura, elevata resistenza alla tenacità e alla corrosione in base ai requisiti del prodotto (come H13, S136, NAK80, P20, ecc.).
- Abbinamento del materiale: considerando le caratteristiche dei materiali di iniezione (come stampi in plastica contenenti fibre di vetro che sono facili da indossare), scegliere l'acciaio da stampo con una maggiore durezza o un migliore trattamento superficiale.
2. Design ragionevole dello stampo
- Ottimizzazione strutturale: evitare angoli affilati o design a parete sottile per ridurre la concentrazione di stress; Progettazione razionale del pendio di demoulding per ridurre la resistenza di demotolo.
- Sistema di raffreddamento: layout del canale di raffreddamento uniforme per evitare il surriscaldamento locale con conseguente affaticamento o deformazione termica.
- Canale di flusso e progettazione di scarico: ridurre la resistenza a flusso della plastica fusa, impostare ragionevolmente il serbatoio di scarico per evitare gas intrappolato o bruciatura.
- Accuratezza della superficie di separazione e corrispondenza: per garantire che la superficie di separazione sia liscia, muffa, ditale e altre parti dello spazio di coordinazione è ragionevole, ridurre l'usura.
3. Processo di produzione di precisione
- Processo di trattamento termico: tramite tempra, tempera e altri processi per migliorare la durezza e la tenacità dello stampo.
-Cerato: Nitriding, cromo placcatura, rivestimento PVD (come stagno, tialn) e altre tecnologie per migliorare la durezza superficiale e la resistenza alla corrosione.
- Accuratezza della lavorazione: assicurarsi l'accuratezza dimensionale e la finitura delle parti dello stampo (come la lucidatura degli specchi), ridurre l'attrito e il rischio di attacco della muffa.
4. Funzionamento standard
- Ottimizzazione dei parametri di stampaggio di iniezione:
- Controllo della temperatura: impostare ragionevolmente la temperatura del cilindro e la temperatura dello stampo per evitare lo stress termico causato da troppo alto o troppo basso.
- Pressione e velocità: ridurre la pressione e la velocità di iniezione per ridurre il carico di impatto dello stampo.
-Il tempo di mantenimento e raffreddamento della pressione: impostare il tempo di mantenimento della pressione ragionevolmente per evitare il riempimento eccessivo; Garantire un raffreddamento sufficiente prima di aprire lo stampo.
-Evitare il sovraccarico: è vietata la produzione di sovraccarico (come il superamento della forza di serraggio o del limite di volume di iniezione).

5. Manutenzione e manutenzione regolari
- Prevenzione della pulizia e della ruggine:
- Pulire la plastica e l'olio residuo dopo ogni produzione per evitare la corrosione.
-Applicare olio anti-russa durante il disuso a lungo termine e rimanere sigillato.
- Gestione della lubrificazione: aggiungere regolarmente grasso ad alta temperatura alle parti in movimento come il ditale, la diapositiva e la guida.
- Controllare e riparare:
- Controllare regolarmente l'usura della superficie dello stampo, le crepe o la ruggine, riparare piccoli danni in tempo.
- Sostituzione o ristrutturazione di parti pesantemente usurate come lattive e inserti.
6. Controllo dell'ambiente di produzione
- Gestione della temperatura e dell'umidità: evitare la ruggine della muffa nell'ambiente umido.
- Pulisci materie prime: assicurarsi che le materie prime in plastica siano prive di impurità (come particelle di metallo, polvere) per evitare di graffiare lo stampo.
- Specifiche operative: operatori di treni per utilizzare gli stampi correttamente per evitare violenti demoulding o collisione.
7. Monitoraggio dello stampo e gestione della vita
- Numero di record d'uso: tempi di stampaggio statistico statistico, prevedere il ciclo di vita.
- Ispezione regolare: utilizzare ultrasuoni, microscopi e altri strumenti per rilevare fessure interne o affaticamento.
-Pare la gestione delle parti: preparare parti di indossamento (come inserti, difensori) in anticipo per abbreviare i tempi di inattività della manutenzione.
8. Affronta situazioni speciali
- Materiali altamente corrosivi: utilizzare acciaio resistente alla corrosione (come S316) o aggiungere il rivestimento di superficie.
- Materiale in fibra di vetro elevato: l'uso di acciaio per stampo più elevato e rafforza il trattamento superficiale (come il rivestimento duro).
Il nucleo di estendere la vita degli stampi per iniezione è:
✅ Materiale di alta qualità + design scientifico
✅ Precision Manufacturing + Uso standard
✅ Manutenzione regolare + gestione preventiva
Attraverso la gestione sistematica del ciclo di vita, la vita da muffa può essere significativamente migliorata e i costi di produzione ridotti.
Componenti della muffa
Acciaio da muffa

Sistema di corridori hot

Parti standard

ComeTo CHooseA SuitableIniezioneMvecchioMACHINEFOTLuiCassa di pesce MouLd?

La selezione della giusta macchina da stampaggio a iniezione per lo stampo per casse richiede una valutazione completa delle dimensioni dello stampo, dei materiali del prodotto, dell'efficienza di produzione e delle prestazioni delle attrezzature. Ecco i passaggi chiave e come selezionare i parametri:
1. Calcolo dei parametri core
(1) Forza di serraggio
La forza di bloccaggio dello stampo è il parametro principale della selezione della macchina per lo stampaggio iniezione, che deve coprire la pressione di fusione sulla superficie di divisione dello stampo:
Clamping Force (Tons)=Area proiettata (cm²) \ Times Material Pressure (MPA) \ Div 1000 \]
- Area proiettata: l'area proiettata orizzontale massima (lunghezza × larghezza) della scatola di turnover + l'area del sistema di versamento.
-Materiale pressione: secondo la selezione del materiale (PP/HDPE di solito prende 30-50 MPA, la cavità profonda o la parete sottile prende il limite superiore).
Esempi:
La dimensione della cassa è di 500 × 400 mm e l'area del sistema di versamento è di circa il 10%
Area proiettata=(50cm × 40cm) × 1. 1=2200 cm²
Clamping Force=2200 × 50/1000=110 tonnellate (è necessario selezionare maggiore o uguale a 120 tonnellate di modelli)
(2) Peso di tiro
Il volume teorico di iniezione della macchina per lo stampaggio iniezione deve coprire il peso totale di "Prodotto + Runner": volume di iniezione (g) maggiore o uguale al peso del prodotto \ volte 1,5 \
Densità del materiale: PP circa {{0}}. 91g/cm³, HDPE circa 0,95 g/cm³.
- Fattore di sicurezza: generalmente 1. 5-2. 0, per evitare il volume di iniezione di oltre l'80% della capacità della macchina.
Esempi:
Peso netto di fatturato 1500G, Peso del corridore 200G, peso totale 1700G
Volume di iniezione teorico maggiore o uguale a 1700 × 1. 5=2550 g (è necessario scegliere il volume di iniezione maggiore o uguale a 3000 g modello)
(3) Diametro della vite e corsa
- Diametro della vite: influenzare la velocità e la pressione di plastificazione, la vite di grande diametro è adatta per i prodotti a parete spessa (scatola di turnover comunemente usata φ 60-90 mm).
- Iniezione ictus: per soddisfare la quantità di riempimento del fusione, una corsa maggiore o uguale a 4 volte lo spessore del prodotto (la scatola di turnover della cavità profonda richiede un tratto più lungo).
2. Masso e attrezzatura corrispondenza
(1) Dimensione del modello e modulo
- Dimensione del modello: il modello di stampaggio a iniezione deve essere in grado di installare stampo (lunghezza × larghezza inferiore o uguale alla dimensione del modello).
- Spessore dello stampo: l'altezza di chiusura dello stampo dovrebbe trovarsi all'interno del minimo - Intervallo di spessore dello stampo massimo della macchina per stampaggio a iniezione.
Dimensione tipica dello stampo di fatturato:
Requisiti del modello: 800 × 600mm (piccolo) a 1500 × 1200 mm (grande)
Spessore dello stampo: 400-800 mm (è necessario abbinare lo spazio dello stampo della macchina da stampaggio iniezione)
(2) Viaggio di apertura della muffa e spazio di espulsione
- Scatta di apertura dello stampo: deve essere maggiore dell'altezza della scatola di turnover × 2 + distanza di sicurezza (50-100 mm).
Ad esempio: altezza della scatola di turnover 300mm → Scate di apertura maggiore o uguale a 300 × 2 + 50=650 mm.
- Scate di espulsione: assicurarsi che l'asta di espulsione possa spingere completamente il prodotto (la scatola di turnover della cavità profonda deve essere maggiore o uguale a 100 mm).
3. Altri fattori chiave
(1) Proprietà del materiale adatta
-Temperatura di BARREL: la temperatura di elaborazione PP è circa 200-280 grado, HDPE è circa 180-260 grado, è necessario garantire l'accuratezza del controllo della temperatura della macchina di stampaggio iniezione.
- Rapporto di compressione a vite: PP/HDPE Rapporto di compressione consigliato 2. 5-3. 0 (la vite universale può essere).
(2) Ottimizzazione del ciclo di produzione
- Velocità di iniezione: le grandi scatole di turnover richiedono un'elevata velocità di iniezione (maggiore o uguale all'80% a tasso completo di incendio) per ridurre i tempi di riempimento.
-I Requisiti di risparmio di energia: il servomotore o la macchina per lo stampaggio a iniezione a tutti i motori possono ridurre il consumo di energia (adatto alla produzione di massa).
(3) Requisiti funzionali speciali
- Iniezione a più stadi: supporto del controllo segmentato del riempimento e della ritenzione di pressione per migliorare il restringimento nelle aree a parete spesse.
-Core Funzione di trazione: se la scatola di turnover ha fori laterali o fibbia inversa, scegli il modello con cilindro idraulico.
4. Processo di selezione
A. Calcola la forza di blocco della modalità e il volume di iniezione (screening dei parametri core).
B. Controllare la dimensione dell'installazione dello stampo (modello, spessore dello stampo, corsa dello stampo).
C. Requisiti di processo del materiale di corrispondenza (temperatura della canna, tipo a vite).
E. Valutazione di funzionalità aggiuntive (interfaccia di automazione, configurazione di risparmio energetico).
F. Brand e stabilità delle attrezzature di verifica (Haitian, Zhenxiong, Engel e altri marchi Differenza di prezzo).
5. Raccomandazione del modello tipica (prendi la casella di turnover PP come esempio)
| Dimensione della scatola di turnover|Forza di bloccaggio dello stampo|quantità di iniezione|Modello consigliato |
| 300 × 200 × 150mm|60-80 tonnellate|800-1200 g|Haitian MA1600/II |
| 500 × 400 × 300mm|120-150 tonnellate|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400mm|300-400 tonnellate|6000-8000 g|Engel Victory 370 |
- Verifica della modalità di prova effettiva: dopo il calcolo teorico, è necessario regolare i parametri attraverso la modalità di prova (come la riduzione della forza di serraggio è possibile ottenere ottimizzando il design del gate).
- Spazio di aggiornamento riservato: selezionare modelli leggermente più grandi per adattarsi alle future modifiche dello stampo.
- Consumo di energia e costi di manutenzione: la macchina per lo stampaggio a iniezione a motore completo ha un prezzo elevato ma un prezzo costoso, la pressione idraulica è più conveniente.
Attraverso il metodo di cui sopra, può garantire la corrispondenza efficiente della macchina per lo stampaggio iniezione e la muffa del fatturato, tenendo conto dell'efficienza della produzione e del controllo dei costi.
Pacchetto &. Consegna

Feedback dei clienti






