



Specifiche della muffa
|
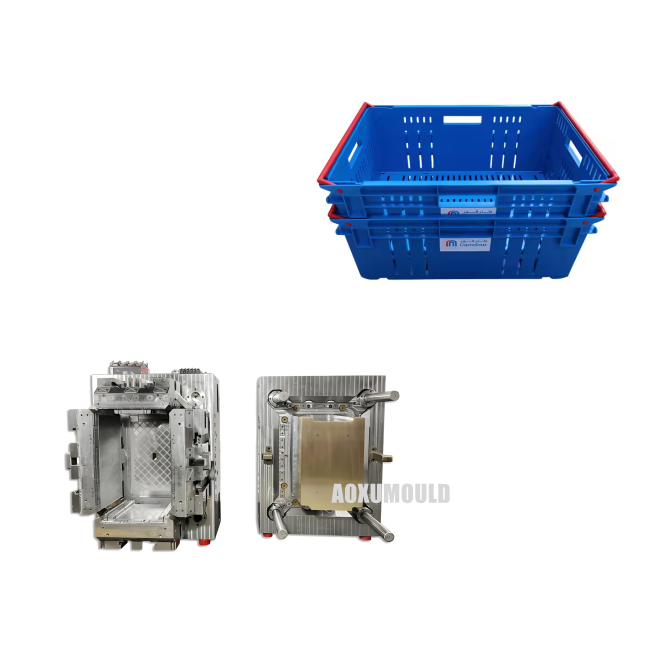
Nome dello stampo |
Stampo per cassa di nidificazione in plastica |
|
Materiale del prodotto |
HDPE/pp |
|
Dimensione del prodotto |
600 x 400 x 300mm |
|
Materiale della muffa per cavità &. Nucleo |
P20/718H/H13/2738 |
|
NOS di cavità |
1 cavità |
|
Sistema di iniezione |
Runner caldo |
|
Macchina per iniezione adatta |
480T |
|
Dimensione dello stampo |
1050x780x700mm |
|
Peso della muffa |
6200 kg |
|
La vita della muffa |
Più di 500, 000 PCS |
|
Tempi di consegna |
50 giorni |
Che cosa's AttrezzaturaAbbiamo bisognoPlasticaCassaLinea di produzione?
1. Sistema di manipolazione dei materiali raw
Materia prima, asciugatrice tramoggia, caricatore automatico, miscelazione
2. Attrezzatura per la muoia
Macchina di stampaggio a iniezione, muffa.
Siamo specializzati nella progettazione e nella produzione di stampi per iniezione ad alte prestazioni per diversi tipi di casse/contenitori di nidificazione in plastica.
3.Cooling &. Demolding
Unità refrigerata, braccio robotico
4. Attrezzatura per la lavorazione del post
Afferratura, sistema di stampa
Come vengono modellate le casse di plastica?

Le casse di nidificazione in plastica (anche chiamate borse di plastica o contenitori) sono generalmente prodotte attraverso lo stampaggio a iniezione, un processo ad alta efficienza per la produzione di massa.
1. Preparazione del Materiale
- Materiale prima: i pellet di polipropilene (PP) o polietilene ad alta densità (HDPE) sono selezionati per la loro durata, proprietà leggere e riciclabilità.
- Essiccazione: i pellet vengono essiccati per rimuovere l'umidità, garantendo prestazioni ottimale di fusione e modanatura.
2. Ciclo di stampaggio a iniezione
- Fusione: i pallini vengono immessi in una macchina per stampaggio a iniezione e riscaldati a uno stato fuso (in genere 200-300 gradi).
- Iniezione: la plastica fusa viene iniettata ad alta pressione in una cavità di stampo in acciaio pre-progettata a forma di cassa.
- raffreddamento: lo stampo viene raffreddato rapidamente (tramite canali d'acqua) per solidificare la plastica nella struttura della cassa.
- Espulsione: una volta indurita, lo stampo si apre e i perni di espulsione spingono la cassa finita.
3. Design dello stampo
- Personalizzazione: gli stampi sono ingegnerizzati per definire le dimensioni della cassa, lo spessore della parete, le maniglie e le caratteristiche di impilamento.
4. Post-elaborazione
- Tagliata: la plastica in eccesso (ad es. Flash attorno ai bordi) viene rimossa manualmente o tramite automazione.
- Controlli di qualità: le casse vengono ispezionate per difetti, precisione dimensionale e capacità di portamento del carico.
-I componenti aggiuntivi opzionali: possono essere aggiunte caratteristiche come trame anti-slip, etichette o tag RFID.
5. Automazione ed efficienza
Le strutture moderne utilizzano armi robotici per gestire stampi e prodotti finiti, consentendo una produzione continua 24/7 con rifiuti minimi.
Questo processo garantisce che le casse di plastica siano robuste, leggere e ideali per logistica, agricoltura o uso al dettaglio.
ComeTo design TLa struttura diAPlasticaNidificazioneCrate MouLd?

La progettazione di uno stampo per casse di nidificazione in plastica comporta un approccio sistematico per garantire funzionalità, produzione ed efficienza. Ecco una rottura strutturata:
1. Considerazioni sulla progettazione delle parti
- pareti affusolate: implementa un angolo di tiraggio di 1–3 gradi su pareti verticali per facilitare il demolding e consentire il nidificazione. Equilibrare l'angolo di progetto per evitare spazio eccessivo tra casse nidificate.
- Spessore della parete uniforme: mantenere uno spessore di 2-4 mm (regolare in base a materiale, EG, PP o HDPE) per prevenire difetti. Le costole dovrebbero essere 5 0 - 70% dello spessore della parete con una bozza di 0,5-1 gradi.
- Rinforzi strutturali: aggiungere costole alla base e ai lati per la forza. Allinea le costole con la direzione di demolizione e assicurati adeguato.
- Manuali/Caratteristiche di impilamento: Design Hands come ritagli radiusi per evitare concentrazioni di stress. Includi cerchi/labbra ad interblocco per impilamento stabile.
2. Design della struttura dello stampo
- Core e cavità: diviso stampo in due metà (nucleo per superfici interne, cavità per esterno). Garantire che il posizionamento della linea di separazione riduca al minimo la visibilità del flash (ad es. Lungo i bordi della cassa).
- Venting: integrare i versioni superficiali (0. 0 2–0.04mm) sulla linea di separazione e le costole profonde per prevenire le trappole dell'aria.
- Sistema di raffreddamento: utilizzare canali di raffreddamento conformi vicino a sezioni spesse (EG, costole) per il raffreddamento uniforme. Prendi in considerazione deflettori/gorgogliali per aree profonde.
- Sistema di espulsione: pin di espulsione di posizione sotto costole e bordi per la distribuzione uniforme della forza. Usa le piastre di stripper per grandi superfici se necessario.
-Gating: optare per i passi di bordo per garantire un riempimento e ridurre al minimo i segni visibili. Evitare le porte centrali se non necessarie per la simmetria.
3. Materiale e produzione
- Materiale dello stampo: scegli l'acciaio P20/H13 per la produzione ad alto volume; Alluminio per prototipi/volumi bassi.
- Compensazione di restringimento: dimensioni dello stampo scala per restringimento del materiale (ad es. 1,5–2% per PP).
- Finitura superficiale: applicare la trama per nascondere i segni di espulsione e migliorare la presa. Evita le finiture alte.
4. Convalida e test
-Simulazione: utilizzare l'analisi del flusso dello stampo per prevedere modelli di riempimento, raffreddamento e potenziali difetti (linee di saldatura, warpage).
- Prototipazione: test con stampi stampati o morbidi per verificare la nidificazione, la forza ed ergonomia.
- TOLLERANZE: garantire tolleranze strette per le funzionalità di interblocco per garantire un nidificazione costante.
5. Evitare la complessità
- Undercuts: il design handle come semplici ritagli senza sottosquadri per eliminare la necessità di scivoli/sollevatori.
- Espulsione semplificata: ottimizzare gli angoli di bozze e il posizionamento dell'eiettore per evitare di attaccare.
ÈAHot Runner System necessarioFo plasticaNidificazioneIniezione di cassa MouLDS?

La decisione di utilizzare un sistema di corridori hot in stampi di iniezione in cassa in plastica dipende da:
1. Volume di produzione
-Hot Runner consigliato: per la produzione a lungo termine e ad alto volume (ad es. 100K+ unità), riduce i rifiuti di materiale, accorcia il tempo di ciclo e riduce i costi.
- Freddo corridore sufficiente: per piccoli lotti o stampi semplici, i corridori freddi offrono costi iniziali più bassi.
2. Progettazione del prodotto
- Le casse di plastica sono in genere a parete sottile e strutturalmente semplici. Un corridore caldo garantisce la distribuzione uniforme del fuso, minimizzando i difetti come segni di lavandino o warpage.
- I corridori caldi eccellono nei disegni multi-gate bilanciando il flusso di fusione.
3. Costo vs. efficienza
- Hot Runner Pro: elimina il rottame del corridore, accelera i cicli, riduce la post-elaborazione.
- CONTER CONVERS CHOTTO: più costi dello stampo, manutenzione complessa e requisiti precisi di controllo della temperatura.
Componenti della muffa
Acciaio da muffa

Sistema di corridori hot

Parti standard

Pacchetto &. Consegna

ComeTo Mantenere stampi per iniezione di casse di plastica?
Una corretta manutenzione degli stampi per iniezione in cassa in plastica è fondamentale per garantire la qualità del prodotto, estendere la durata della vita e ridurre i tempi di inattività della produzione. Segui queste linee guida per un'efficace cura dello stampo:
1. Manutenzione giornaliera
A. Clean dopo l'uso:
- Rimuovere la plastica residua, la polvere o i detriti dalla superficie dello stampo, cavità e prese d'aria usando spazzole morbide o aria compressa.
- Evita gli strumenti abrasivi per prevenire i graffi di superficie.
B.lubrificazione:
-Applicare un sottile strato di lubrificante resistente alla temperatura ad alta temperatura per guidare i perni, i perni di espulsione e i componenti scorrevoli.
- Utilizzare lubrificanti non silicone per evitare la contaminazione.
C.Spect per danni:
- Verificare l'usura, le crepe o la corrosione su componenti critici (ad es. Cavie, cavità, sistemi di espulsione).
- affrontare immediatamente i problemi minori per prevenire l'escalation.

2. Pulizia profonda periodica
A. Componenti smontato:
- Smantare regolarmente perni di espulsione, cursori e canali di raffreddamento per una pulizia completa.
- Utilizzare pulizia ad ultrasuoni o detergenti per stampi specializzati per residui testardi.
B. Maintenzione del sistema di raffreddamento:
- Svuotare i canali di raffreddamento per prevenire l'accumulo di scala o i blocchi.
- Garantire un flusso di liquido di raffreddamento costante per evitare il surriscaldamento.
3. Prevenzione della corrosione
A.Apply Coating anti-russo:
- Utilizzare inibitori della ruggine o spray protettivi sulle superfici dello stampo, specialmente durante lo stoccaggio a lungo termine.
- Controllo umidità:
- Conservare stampi in un ambiente secco e controllato a temperatura (umidità ideale:<50%).
4. Allineamento e calibrazione
A. Controllare l'allineamento dello stampo:
- Verifica il corretto allineamento delle metà della muffa per prevenire l'usura o il lampeggiamento irregolare.
- Utilizzare strumenti di precisione (ad es. Indicatori di composizione) per le regolazioni.
B. Monitora la forza di serraggio:
- Garantire una pressione di serraggio ottimale per evitare la deformazione dello stampo.
5. Riparazione e sostituzione
- Correggi tempestivamente danni minori:
- Riparare graffi o ammaccature usando la lucidatura o EDM (lavorazione a scarica elettrica).
- Sostituisci le parti usurate:
- Sostituire tempestivamente i perni, boccole o sigilli per l'eiettore per invecchiare per mantenere la funzionalità.
6. Archiviazione delle migliori pratiche
A. Superfici di stampo Protect:
- Approvare le superfici con agente di rilascio dello stampo o olio anti-russa prima di accumulare.
B.Ule blocchi di supporto:
- Inserire blocchi di legno/metallo tra metà della muffa per alleviare la tensione sui componenti.
7. Documentazione &. Formazione
- Mantieni i registri:
- Registra date di manutenzione, problemi e riparazioni per la tracciabilità.
- Operatori del treno:
- Assicurarsi che il personale segua le procedure di gestione adeguate e i protocolli di sicurezza.
Feedback dei clienti

Feedback dei clienti
Perché sceglierci per i tuoi stampi per iniezione di cassa di nidificazione in plastica?
1. Competenza &. Ingegneria di precisione
Con oltre 16 anni di esperienza specializzata nella progettazione e produzione di stampi iniezione, forniamo stampi ad alta precisione e durevoli su misura per casse di plastica. Il nostro team di ingegneria combina la tecnologia CAD/CAM all'avanguardia con conoscenze pratiche del settore per ottimizzare le prestazioni della muffa, garantendo cicli di produzione impeccabili e durata della durata degli strumenti estesi.
2. Soluzioni personalizzate per ogni esigenza
Sia che tu abbia bisogno di casse impilabili, progetti ventilati, contenitori per impieghi pesanti o caratteristiche specifiche del settore, creiamo stampi che si allineano con le tue specifiche esatte. Il nostro approccio collaborativo garantisce che la visione del design diventi realtà.
3. Produzione economica
Sfruttiamo materiali avanzati e processi aerodinamici per ridurre i costi a lungo termine. I nostri stampi minimizzano i rifiuti di materiale, accelerano i tempi di ciclo e supportano la produzione di output ad alto volume che massimizza il tuo ROI.
4. Qualità garantita
Rigorosi protocolli QA/QC ad ogni prototipazione di stadio da stampi finali privi di difetti. Diamo la priorità alla durata, alla precisione dimensionale e alla facilità di manutenzione.
5. Turnaround rapido, portata globale
Flussi di lavoro di produzione agile e una comprovata esperienza nella consegna puntuale, anche per progetti complessi. Serviamo clienti in tutto il mondo, offrendo supporto end-to-end dal servizio di progettazione al post-vendita.
6. Innovazione guidata dalla sostenibilità
Progettiamo stampi per materiali riciclabili (ad es.





