



Specifiche della muffa
|
Nome dello stampo |
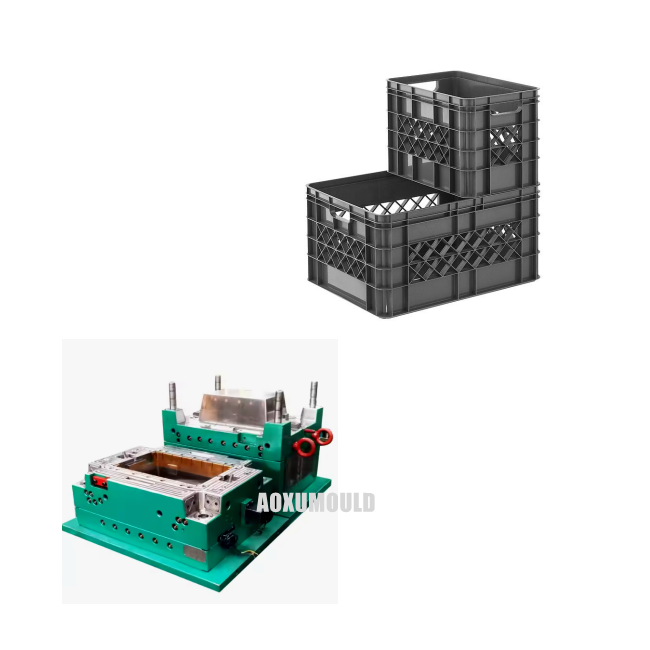
Stampo per cassa di stoccaggio impilabile in plastica |
|
Materiale del prodotto |
Polietilene HDPE |
|
Dimensione del prodotto |
L 570 x W 370 x H 205mm |
|
Peso del prodotto |
1,57 kg |
|
Materiale della muffa per cavità &. Nucleo |
P20/718H/H13 |
|
NOS di cavità |
1 cavità |
|
Sistema di iniezione |
Runner caldo |
|
Macchina per iniezione adatta |
650T |
|
Dimensione dello stampo |
850x580x900mm |
|
Peso della muffa |
3200 kg |
|
La vita della muffa |
Più di 500, 000 PCS |
|
Tempi di consegna |
55 giorni |
Perché abbiamo bisogno di stampo per le casse di stoccaggio in plastica?

Dobbiamo creare uno stampo per casse di plastica per diversi motivi.
1. Uno stampo dà alla cassa di plastica la sua forma specifica. Consente la creazione di un design coerente e preciso. Ad esempio, se si desidera che tutte le casse abbiano le stesse scomparti e le dimensioni esterne da impilare in modo ordinato, lo stampo garantisce questa uniformità.
2. Abilita la produzione di massa. Una volta realizzato lo stampo, molte casse identiche di stoccaggio in plastica possono essere prodotte in modo rapido ed efficiente. Questo è molto più pratico che cercare di modellare ogni cassa a mano, il che sarebbe molto tempo - consumando e porterebbe a molte variazioni nei prodotti.
3. La qualità del prodotto finito può essere meglio controllata con uno stampo. Lo stampo può essere progettato per creare una cassa con il giusto spessore e resistenza nelle aree necessarie, rendendo la cassa più durevole e adatta allo scopo previsto.
ComeModanaturaCasse di stoccaggio di plastica?
Come progettare uno stampo per casse di stoccaggio in plastica?
1. Analisi del prodotto
• Comprendere a fondo la forma, le dimensioni e i requisiti strutturali della cassa di stoccaggio. Prendi in considerazione dettagli come altezza, lunghezza, larghezza e eventuali caratteristiche speciali come maniglie, scomparti o elementi di impilamento.
• Analizzare il carico: capacità del cuscinetto e uso previsto della cassa per determinare lo spessore della parete e le aree di rinforzo appropriate. Ad esempio, se la cassa ha lo scopo di contenere oggetti pesanti, potrebbero essere necessarie pareti più spesse.
2. Selezione del tipo
• Decidi tra uno stampo a due piastre o uno stampo a tre piastre. Uno stampo a due piastre è più semplice e più comunemente usato per parti meno complesse. Uno stampo a tre piastre può essere migliore per le parti con caratteristiche che richiedono un gate più complesso, come stampi a cavità multipli per la produzione di volume elevato.

3.Cavità e design principale
• Progettare la cavità per formare la forma esterna della cassa e il nucleo per modellare la parte interna. Assicurati che ci sia abbastanza angolo di bozza (di solito 1 - 3 gradi) sui fianchi per consentire una facile espulsione della parte dallo stampo.
• Considera la posizione di eventuali inserti o funzionalità come boss o cerniere e progettare la cavità e il nucleo per adattarli con precisione.
4. Sistema di gating
• Scegli un metodo di gating appropriato. Per casse di stoccaggio in plastica, si può prendere in considerazione il gating di bordo o il gating del corridore. Edge Gating è un'opzione semplice che consente alla plastica fusa di entrare nella cavità dello stampo dal bordo. I sistemi caldi: i sistemi di corridore possono ridurre i rifiuti di materiale e fornire un migliore controllo sul processo di iniezione.
• Calcola la dimensione del cancello in base al volume e alle caratteristiche di flusso del materiale plastico per garantire un riempimento uniforme della cavità dello stampo.
5. Sistema di raffreddamento
• Progettare un sistema di raffreddamento efficiente per ridurre il tempo di ciclo. I canali di raffreddamento vengono generalmente perforati nelle piastre dello stampo vicino alla cavità e al nucleo. Il layout dei canali dovrebbe essere tale da fornire un raffreddamento uniforme attraverso la parte per evitare di deformare.
• Prendi in considerazione l'uso di deflettori o gorgogliali nei canali di raffreddamento per un raffreddamento più efficace delle aree con sezioni più spesse.
6. Sistema di progettazione
• Selezionare un meccanismo di eiezione appropriato come perni di espulsione, piastre di spogliarellista o espulsione dell'aria. I pin di eiettore sono comunemente usati e devono essere collocati in aree che possono fornire una forza sufficiente per spingere la parte fuori dallo stampo senza deformarsi.
• Calcola la forza di espulsione richiesta in base alla geometria della parte e all'attrito tra la plastica e la superficie dello stampo.
7. Selezione dei materiali
• Scegli un materiale stampo in grado di resistere alle alte pressioni e temperature di iniezione. I materiali comunemente usati includono acciai per utensili come P20 o H13. La scelta dipende da fattori come il volume di produzione, il tipo di plastica utilizzata e la finitura superficiale richiesta.
8.Tolerance e design di precisione
• Impostare tolleranze appropriate per le dimensioni della cavità e del nucleo dello stampo per garantire che la cassa di stoccaggio prodotta soddisfi le specifiche richieste. Considera fattori come il restringimento del materiale plastico durante il raffreddamento.
• Utilizzare tecniche di lavorazione di precisione e metodi di controllo della qualità durante il processo di produzione dello stampo per raggiungere il livello di precisione desiderato.
Il tipo di acciaio per stampo per cassa di stoccaggio in plastica

Quando si tratta di tipi di acciaio per stampi per cassa di stoccaggio in plastica, vengono comunemente utilizzate diverse opzioni:
1.P20 Acciaio
Caratteristiche: è un acciaio pre -indurito con buona machinabilità. Ha un equilibrio relativamente buono di durezza e tenacità. La durezza in genere varia da 28 - 36 hrc.
Vantaggi: può resistere alle pressioni di iniezione durante il bene del processo di stampaggio. È adatto per una produzione di parti di plastica a medio -ad alto volume come casse di stoccaggio. La finitura superficiale ottenuta con acciaio P20 può essere abbastanza buona dopo una corretta lucidatura, il che è benefico per l'aspetto delle casse modellate.
Limitazioni: per la produzione di volume estremamente elevata o quando si utilizza materie plastiche molto abrasive, può indossare più rapidamente di alcuni acciai per prestazioni più elevati.
2.H13 Acciaio
Caratteristiche: H13 è un acciaio per utensili da lavoro. Ha un'eccellente resistenza al calore e può resistere alle alte temperature associate a ripetuti cicli di iniezione di plastica. Ha una durezza intorno a 48 - 52 HRC dopo il trattamento termico.
Vantaggi: è molto resistente e può gestire lo stampaggio ad iniezione ad alta pressione. Questo lo rende un'ottima scelta per stampi in cassa di stoccaggio di grandi dimensioni o complessi in cui lo stampo è sotto stress significativo. Ha anche una buona resistenza alla fatica termica, che è importante per gli stampi che vengono utilizzati continuamente.
Limitazioni: è più costoso dell'acciaio P20 e richiede un trattamento termico più attento durante il processo di produzione per ottenere le sue proprietà ottimali.
3.718 acciaio
Caratteristiche: 718 acciaio è un cromo - nichel - acciaio in lega di molibdeno. Ha un'alta resistenza e una buona stabilità dimensionale. La durezza può essere regolata in base a requisiti specifici attraverso un adeguato trattamento termico.
Vantaggi: offre un'eccellente polabilità, quindi le parti modellate hanno una superficie liscia e lucida. È adatto per modellare casse di stoccaggio in plastica che richiedono un aspetto di alta qualità. Ha anche una buona resistenza all'usura e alla corrosione, che aiuta a prolungare la vita dello stampo.
Limitazioni: simile a H13, è relativamente costoso e il processo di produzione deve essere controllato con precisione per sfruttare appieno le sue proprietà.
Quanto dura lo stampo?
La durata della vita di uno stampo per casse di plastica può variare in modo significativo a seconda di diversi fattori.
Se lo stampo è realizzato in acciaio di alta qualità come H13 ed è ben mantenuto e utilizzato per materie plastiche relativamente meno abrasive, può durare per centinaia di migliaia a oltre un milione di cicli di iniezione. Ad esempio, in una struttura di produzione ben gestita in cui lo stampo viene utilizzato per produrre casse di stoccaggio comuni in polietilene o polipropilene e con una cura adeguata come la pulizia regolare, la lubrificazione e il controllo della temperatura, lo stampo potrebbe durare per 500, {{{{ 5}} cicli o più.
Tuttavia, se lo stampo è realizzato con un materiale di grado inferiore o se viene utilizzato per modellare materie plastiche con riempitivi abrasivi o se è soggetto a una manipolazione impropria (come una pressione di iniezione eccessiva, scarso raffreddamento che provoca deformazione o espulsione insufficiente che conduce Per una parte del danno durante la rimozione), la sua durata può essere molto più breve. In casi estremi, uno stampo potrebbe durare solo per poche migliaia di cicli prima di usura, cracking o altri danni significativi lo rendono inutilizzabile.
Pacchetto &. Consegna

Componenti della muffa
Acciaio da muffa

Sistema di corridori hot

Parti standard

Come accumulare stampi in plastica?
1.Coloso prima di archiviazione
Pulire accuratamente lo stampo per rimuovere qualsiasi plastica residua, sporco o detriti. Utilizzare agenti di pulizia appropriati adatti al materiale dello stampo. Ad esempio, per gli stampi in acciaio, è possibile utilizzare un detergente delicato e una spazzola setolatura per strofinare eventuali particelle di plastica aderente.
Assicurati di pulire anche i canali di raffreddamento. Lavarli con una soluzione di pulizia e quindi asciugarli completamente per prevenire la crescita di ruggine o muffa.
2.Applicare un rivestimento protettivo
Applicare un rivestimento preventivo sulla ruggine sulle superfici dello stampo, soprattutto se è fatto di metallo. Sono disponibili vari oli preventivi commerciali. Richiedere l'intera cavità dello stampo, il nucleo e altre parti metalliche per formare una barriera protettiva contro l'umidità e l'ossidazione.
3. Per gli stampi con superfici lucidati, utilizzare un rivestimento non abrasivo per preservare la finitura. Questo aiuta a mantenere la qualità della superficie dello stampo, che è importante per la qualità dei successivi prodotti in cassa in plastica.
Ambiente di archiviazione adeguato
Conservare lo stampo in un'area asciutta, fresca e ben ventilata. Evita di conservarlo in un posto con alta umidità, in quanto ciò può portare alla formazione di ruggine. Un livello di umidità relativa inferiore al 60% è generalmente ideale.
Posizionare lo stampo su una superficie piana e stabile o su scaffali di stoccaggio adatti. Evita di impilare oggetti pesanti sopra lo stampo per prevenire la deformazione. Se possibile, utilizzare stampo - rack di stoccaggio specifici che supportano la forma e la distribuzione del peso dello stampo.
4.Label e inventario
Etichettare chiaramente lo stampo con informazioni come il suo numero di parte, il tipo di cassa di plastica per cui è progettato e la data di ultimo utilizzo o manutenzione. Questo aiuta a facilitare l'identificazione e il recupero.
Tenere un record di inventario di tutti gli stampi memorizzati, tra cui la posizione di stoccaggio, le condizioni e tutti gli accessori o i pezzi di ricambio associati.

Feedback dei clienti

FAQ
D: Quali fattori devono essere considerati nella progettazione dello stampo?
A: I requisiti del prodotto come le dimensioni, la forma, la resistenza strutturale e il metodo di demolding della cassa, nonché i fattori del processo di stampaggio come il flusso di materiale, il raffreddamento e lo sfiato, dovrebbero essere presi in considerazione. Inoltre, sono necessarie considerazioni sull'efficienza dei costi e della produzione per un design completo.
D: Quali materiali vengono generalmente utilizzati per produrre stampi per casse di stoccaggio in plastica?
A: Il materiale dello stampo comunemente usato è in acciaio, come P20, 718H, H13, SKD61, ecc. Questi materiali hanno una buona resistenza all'usura, alta durezza e eccellente stabilità termica.
D: Come garantire la qualità dei materiali dello stampo?
A: Selezionare un fornitore di materiale normale e controllare i certificati di qualità del materiale, come rapporti sui materiali e relazioni di trattamento termico. Condurre ispezioni sui materiali, compresi i test di durezza e l'analisi metallografica, per garantire che soddisfino i requisiti di progettazione.
D: In che modo l'accuratezza della lavorazione dello stampo influisce sulla qualità della cassa di stoccaggio in plastica?
A: L'accuratezza della lavorazione influisce direttamente sulla precisione dimensionale, la qualità dell'aspetto e le prestazioni di assemblaggio della cassa. La lavorazione dello stampo ad alta precisione può garantire le dimensioni accurate e coerenti della cassa, con una superficie liscia e senza difetti come BURRS e Flash, migliorando la qualità e le prestazioni della cassa.
D: Come garantire l'accuratezza della lavorazione dello stampo?
A: Impiegare attrezzature e tecniche di elaborazione avanzate, come centri di lavorazione a CNC e lavorazione a scarica elettrica. Durante il processo di lavorazione, seguire rigorosamente i requisiti di progettazione e utilizzare apparecchiature di misurazione di precisione per eseguire il rilevamento in tempo reale e la regolazione delle dimensioni critiche dello stampo.
D: Cosa si dovrebbe fare se le linee di saldatura compaiono durante il processo di stampaggio di iniezione?
A: Le soluzioni possono essere ricercate da quattro aspetti: muffa, attrezzatura, materie prime e processo. Per lo stampo, regolare la temperatura dello stampo in modo appropriato, modificare la larghezza del corridore, la sezione trasversale e la posizione del cancello ed espandere il canale di sfiato. Per l'attrezzatura, estendere il ciclo di stampaggio o sostituire la macchina con una capacità di plastificazione maggiore. Per le materie prime, assicurarsi che siano asciutte ed evitano di aggiungere additivi liquidi e è possibile aggiungere lubrificanti o stabilizzatori appropriati. Per il processo, aumentare la pressione e il tempo di iniezione, regolare la velocità di iniezione e ridurre al minimo l'uso di agenti di rilascio dello stampo.
D: Quali problemi saranno causati dalla scarsa ventilazione della muffa durante lo stampaggio a iniezione?
A: porterà a difficoltà nel riempimento del fuso, con conseguente volume di iniezione insufficiente e incapacità di riempire la cavità. Si formerà anche un'alta pressione nella cavità, consentendo al gas di entrare nella plastica, causando difetti di qualità come vuoti, pori, strutture sciolte e strisce d'argento, influenzando le proprietà meccaniche e la qualità dell'aspetto della parte di plastica.





