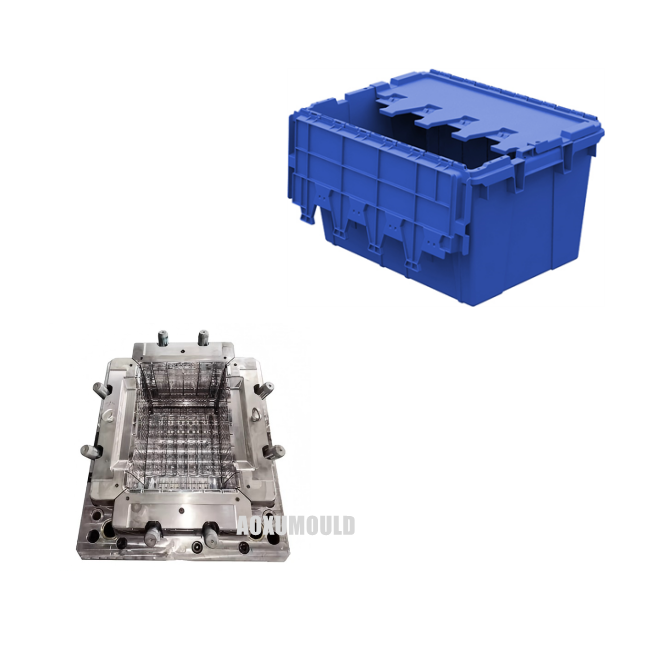



Specifiche dello stampo
|
Nome dello stampo |
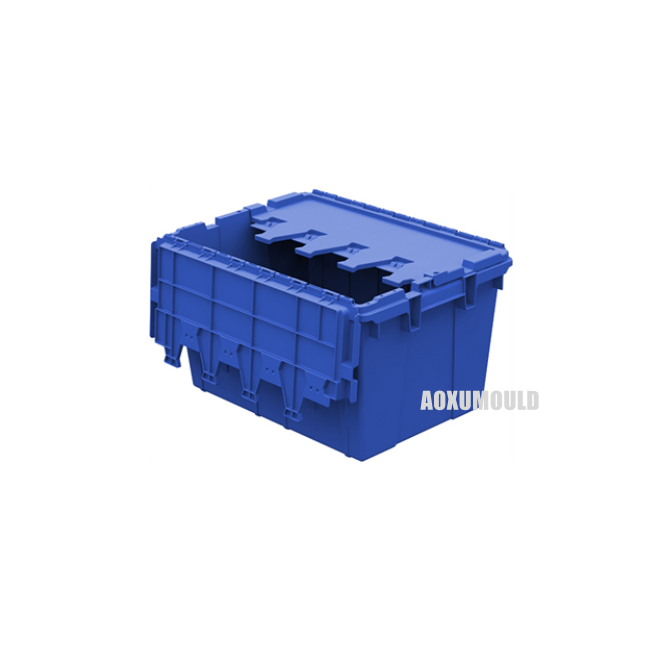
Stampo per scatole logistiche in plastica |
|
Materiale del prodotto |
HDPE/PP |
|
Dimensioni del prodotto |
600x400x280mm |
|
Peso del prodotto |
2,8 kg |
|
Materiale dello stampo per cavità e. Nucleo |
P20/718H/H13 |
|
NO di cavità |
1 cavità |
|
Sistema di iniezione |
Canale caldo |
|
Macchina per iniezione adatta |
650T |
|
Dimensioni dello stampo |
850X580X900mm |
|
Peso dello stampo |
3500KG |
|
Durata dello stampo |
più di 500,000pz |
|
Tempi di consegna |
55 giorni |

Come progettare una buona scatola logistica in plastica?
1.Determinare lo scopo e i requisiti
Funzionalità: considera quali oggetti conterrà la scatola. Ad esempio, se si tratta di merci fragili, potrebbe essere necessario progettare divisori interni o elementi di imbottitura. Se si tratta di oggetti pesanti, la scatola deve avere un'elevata capacità di carico.
Dimensioni: misura le dimensioni tipiche degli oggetti da conservare o trasportare. Assicurarsi che la scatola offra spazio sufficiente con un margine per facilitare l'imballaggio e il disimballaggio. Inoltre, prendi in considerazione le dimensioni standard dei pallet o degli scaffali di stoccaggio per ottimizzare l'utilizzo dello spazio.
Impilabilità: progettare la scatola in modo che possa essere impilata in modo sicuro. Ciò potrebbe comportare caratteristiche come parti superiori e inferiori incassate che si incastrano perfettamente o angoli rinforzati per sostenere il peso delle scatole impilate.
Considera le proprietà dei materiali
Tipo di plastica: scegli un materiale plastico adatto in base a fattori quali resistenza, flessibilità e costo. Il polietilene ad alta densità (HDPE) è una scelta comune grazie alla sua durabilità, resistenza agli urti e resistenza chimica.
Spessore delle pareti: determinare lo spessore appropriato delle pareti della scatola. Le pareti più spesse forniscono maggiore resistenza ma aumentano anche costi e peso. È possibile utilizzare calcoli o simulazioni ingegneristiche per trovare lo spessore ottimale per i requisiti di carico previsti.
3.Progettare la struttura
Base e lati: la base deve essere ampia e stabile per evitare il ribaltamento. I lati possono essere progettati con nervature o ondulazioni per aumentare la resistenza. Ad esempio, le nervature verticali possono migliorare la resistenza della scatola alle forze laterali.
Maniglie e aperture: incorporano maniglie facili da impugnare e sufficientemente robuste da sostenere il peso di una scatola carica. Progetta l'apertura in modo da consentire un comodo accesso al contenuto, ad esempio un coperchio incernierato o una parte superiore rimovibile sufficientemente grande.
Progettare per il prodotto e. Muffa

Come produrre stampi per scatole logistiche in plastica di qualità?
1.Selezione del materiale
• Selezionare i materiali adatti per lo stampo in base a fattori quali il volume di produzione previsto, il materiale plastico utilizzato e la precisione richiesta. I materiali comunemente usati includono leghe di acciaio come P20 e H13. Questi materiali hanno una buona durezza, resistenza all'usura e prestazioni di trattamento termico.
2.Lavorazione
• Lavorazione di sgrossatura: utilizzare metodi di lavorazione come fresatura e tornitura per rimuovere la maggior parte del materiale in eccesso dallo stampo grezzo per formare approssimativamente la forma dello stampo.
• Lavorazione di finitura: utilizzare apparecchiature di lavorazione di precisione come centri di lavoro CNC per ottenere una lavorazione ad alta precisione della cavità dello stampo, del nucleo e di altre parti chiave per garantire che la ruvidità superficiale e l'accuratezza dimensionale soddisfino i requisiti. Questo processo comprende anche la lavorazione di dettagli come i canali di raffreddamento.

3.Trattamento termico
• Condurre processi di trattamento termico come tempra e rinvenimento sulle parti dello stampo lavorate per migliorare la durezza e la resistenza dello stampo e migliorarne la resistenza all'usura e la durata.
4.Trattamento superficiale
• Applicare trattamenti superficiali come lucidatura, rivestimento o struttura alla superficie della cavità dello stampo. La lucidatura può migliorare la finitura superficiale delle parti in plastica prodotte e il rivestimento può migliorare la resistenza alla corrosione e le prestazioni di distacco dello stampo.
5.Assemblaggio e debug
• Assemblare i vari componenti dello stampo, tra cui la cavità, l'anima, il sistema di espulsione e il sistema di colata, e assicurarsi che l'assemblaggio sia accurato e che il movimento sia regolare. Quindi, condurre prove e debug con una macchina per lo stampaggio a iniezione adatta, regolare parametri quali pressione di iniezione, temperatura e tempo di ciclo per ottimizzare i processi di riempimento e sformatura dello stampo fino a quando non è possibile produrre stabilmente scatole logistiche in plastica qualificate.
Si tratta di un processo complesso che di solito richiede la partecipazione di tecnici esperti nella costruzione di stampi e di attrezzature di produzione avanzate.
Che cosa's Tipo di acciaio adatto agli stampi per scatole logistiche?

Diversi tipi di acciaio sono adatti per gli stampi per scatole logistiche in plastica:
1.P20 Acciaio
È un acciaio pretemprato. L'acciaio P20 ha una buona lavorabilità, il che significa che può essere facilmente modellato e dettagliato durante il processo di realizzazione dello stampo. Offre anche un buon equilibrio tra forza e tenacità. La superficie indurita può resistere alla pressione e all'attrito durante lo stampaggio a iniezione di scatole logistiche in plastica e ha una durata relativamente lunga.
2.H13 Acciaio
H13 è un acciaio per stampi per lavorazioni a caldo. Ha un'eccellente resistenza al calore, che è fondamentale perché durante il processo di stampaggio a iniezione, lo stampo è spesso sottoposto a fusioni plastiche ad alta temperatura. Può mantenere le sue proprietà meccaniche e la stabilità dimensionale in condizioni di alta temperatura. Presenta inoltre un'elevata robustezza e una buona resistenza all'usura, adatta per stampi con requisiti di produzione di volumi elevati di scatole logistiche in plastica.
Come mantenere il nostro stampo per scatole logistiche?

1.Pulizia regolare
Dopo ogni utilizzo, pulire accuratamente lo stampo per rimuovere residui di plastica, detriti e altre impurità. È possibile utilizzare strumenti come spazzole metalliche in ottone per pulire delicatamente la cavità e le superfici del nucleo senza graffiare la superficie dello stampo.
Utilizzare solventi appropriati, come detergenti specifici per stampi, per sciogliere e rimuovere i residui di plastica ostinati. Assicurarsi che il solvente non corroda il materiale dello stampo.
2.Lubrificazione
Applicare lubrificanti alle parti mobili dello stampo, come i perni di espulsione e i cursori. I lubrificanti di alta qualità possono ridurre l'attrito, prevenire l'usura e garantire un movimento regolare di queste parti durante il processo di sformatura.
3.Ispezione e riparazione
Ispezionare regolarmente lo stampo per rilevare eventuali segni di usura, crepe o altri danni. Concentrarsi su aree quali la superficie della cavità, la linea di giunzione e il sistema di espulsione. Se vengono rilevati problemi, ripararli tempestivamente. Danni superficiali minori possono essere riparati mediante lucidatura e altri metodi, mentre danni più gravi possono richiedere saldatura e rilavorazione.
4.Prevenzione della ruggine
Se lo stampo non viene utilizzato per un lungo periodo, adottare misure antiruggine. Rivestire la superficie dello stampo con olio antiruggine per formare una pellicola protettiva e prevenire la ruggine dello stampo a causa dell'umidità e di altri fattori.
5. Conservazione corretta
Conservare lo stampo in un ambiente asciutto e ventilato con una temperatura adeguata. Evitare di conservarlo in un luogo con elevata umidità o molta polvere. È possibile utilizzare i rack di stoccaggio dello stampo per mantenere lo stampo in posizione verticale per evitare deformazioni.
Pacchetto &. Consegna

Componenti dello stampo
Stampo in acciaio

Sistema a canale caldo

Parti standard

Feedback dei clienti

Domande frequenti
D: Come posso determinare la migliore disposizione delle cavità per uno stampo multicavità?
R: Considerare le dimensioni e la forma della scatola logistica, la forza di serraggio disponibile della macchina per lo stampaggio a iniezione e il volume di produzione richiesto. Cercare di bilanciare il riempimento dello stampo in modo uniforme tra le cavità per garantire una qualità costante delle parti. Ad esempio, se la scatola è grande, uno stampo a cavità singola o doppia potrebbe essere più adatto per evitare problemi con una forza di bloccaggio insufficiente.
D: Quali caratteristiche di progettazione sono importanti per una facile sformatura?
R: Angoli di sformo adeguati sulle superfici verticali del design della scatola sono cruciali. In genere, si consiglia un angolo di sformo di 1 - 3 gradi. Inoltre, considerare la posizione e la progettazione del sistema di espulsione, come ad esempio i perni di espulsione posizionati in aree non visibili o non funzionali della scatola per evitare segni sul prodotto finito.
D: Quale qualità di acciaio è la più conveniente per uno stampo di produzione di medio volume?
R: L'acciaio P20 è spesso una buona scelta per la produzione di volumi medi. Ha una buona lavorabilità, può essere preindurito e fornisce un ragionevole equilibrio tra costi e prestazioni. Può resistere alle pressioni e all'usura associate allo stampaggio di scatole logistiche in plastica su scala di produzione di medio livello.
D: Come scelgo il materiale di rivestimento per la superficie dello stampo?
R: Per gli stampi per scatole logistiche in plastica, può essere utile un rivestimento antiaderente come un rivestimento a base di PTFE. Aiuta a rilasciare facilmente la parte in plastica e può anche fornire una certa resistenza alla corrosione. Quando si sceglie un rivestimento, considerare il tipo di plastica da stampare e il numero di cicli previsti.
D: Qual è l'intervallo di tolleranza accettabile per le dimensioni dello stampo?
R: La tolleranza dipende dalla dimensione della scatola e dalla precisione richiesta. Generalmente, per scatole logistiche più grandi, potrebbe essere accettabile una tolleranza di ±{{0}}.1 - 0,3 mm per le dimensioni complessive della cavità dello stampo. Tuttavia, per caratteristiche critiche come fori di montaggio o superfici di accoppiamento, potrebbe essere necessaria una tolleranza più stretta di circa ±0,05 mm.
D: Come posso garantire la precisione di lavorazione dei canali di raffreddamento?
R: Utilizza tecniche di lavorazione CNC avanzate e utensili precisi. I canali di raffreddamento dovrebbero essere forati o fresati con attrezzature ad alta precisione e poi verificati utilizzando strumenti di ispezione come i boroscopi. I canali dovrebbero avere una finitura liscia per garantire un efficiente trasferimento di calore ed evitare punti caldi nello stampo.
D: Quali sono i punti chiave da controllare durante l'assemblaggio dello stampo?
R: Verificare il corretto allineamento della cavità e dei componenti principali. Assicurarsi che il sistema di espulsione funzioni correttamente senza alcun inceppamento. Verificare inoltre che il sistema di colata sia installato correttamente e che non vi siano perdite o ostruzioni. Ad esempio, la boccola del canale di colata dovrebbe essere saldamente posizionata e allineata con l'unità di iniezione della macchina per lo stampaggio.
D: Come posso risolvere i problemi durante la fase di test dello stampo?
R: Se si verificano problemi quali erogazioni brevi (riempimento incompleto), controllare innanzitutto le impostazioni di pressione di iniezione, temperatura e velocità. Se sono presenti difetti estetici sulla scatola, esaminare la finitura superficiale della cavità dello stampo e la qualità del rivestimento dello stampo. Per problemi di sformatura, rivedere gli angoli di sformo e il funzionamento del sistema di espulsione.





